安博电子官方网站
关于我们
数控车床
车铣复合
解决方案
新闻动态
技术支持
联系我们
热门分类
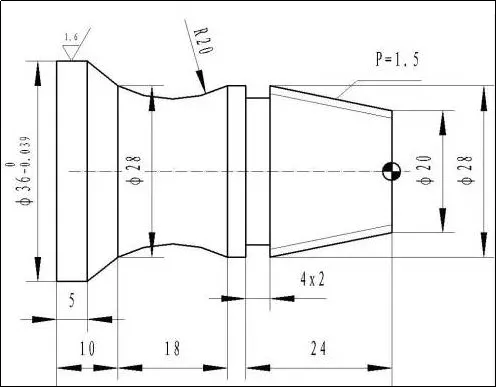
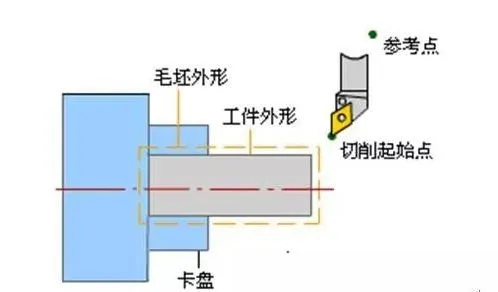
1.工艺分析 (1)确定加工路线。按先主后次,先粗后精的加工原则确定加工路线,采用固定循环指令对外轮廓进行粗加工,再精加工,然后车退刀槽,再加工螺纹,最后切断。(2)装夹方法和对刀点的选择。采用三爪自定心卡盘自定心夹紧,对刀点选在工件的右端面与回转轴线的交点。
一、数控车编程特点。(1) 可以采用绝对值编程(用X、Z表示)、增量值编程(用U、W表示)或者二者混合编程。(2) 直径方向(X方向) 系统默认为直径编程,也可以采用半径编程,但必须更改系统设定。(3) X向的脉冲当量应取Z向的一半。(4)采用固定循环,简化编程。(5) 编程时,常认为车刀刀尖是一个点,而实际上为圆弧,因此,当编制加工程序时,需要考虑对刀具进行半径补偿。